
Orbiter v2.0 Summary

One of the most expected project of 2021, the Orbiter v2.0
High-precision direct-drive extruder using custom made parts, manufactured by LDO Motors.
This is our finest direct-drive extruder system, in which we have integrated all that we have learned about extruders in the past years.
Thingiverse page of Orbiter v2.0: link mounts and adapters to this project. Thank you!
1. Features and Performance
The new Orbiter v2.0 shares its concept design with the
Orbiter v1.0 and 1.5 but it has been completely redesigned from scratch, improving every possible aspect we could think of. We received many suggestions from you, our users. A big thank for that!
Many new and improved design features:
Shorter Drive gears
Custom-made drive gears manufactured by Bondtech. The
length of the gears is reduced by 4mm. Gears are surface hardened for a long-lasting
printing experience even when using highly abrasive filaments.


Smaller more compact dimensions
We reduced the overall size everywhere we could. This makes Orbiter v2.0 the most compact design version.
Filament path exit guide aligned with mounting screw
The filament path is in line with the mounting screws. The
extrusion force does not create torsion forces over the housing, which leads to slight
tilt movement of the extruder and especially the extruder mount.


Perfectly aligned filament path
Perfectly aligned filament path. Low friction between the filament and the filament guide components. Low friction means higher extrusion force and longer-lasting components.
Stainless steel filament exit guide
Greatly improves the extruder's lifetime when used with
abrasive filaments.
The gap between the filament guide and drive gears is about 0.2-0.3mm for a maximum TPU printing speed—the filament can only go into the hotend.
Warning: Remove filament guide before attempting to remove the main drive gear



Flipped drive gears
With flipped drive gears, the filament path is closer to the
extruder center for an improved weight balance and perfect fit for delta printers.
Retaining tension screw design
Retaining screw based tensioner design.
Nylon bushing and spring are retained on the screw when
the tensioner is removed.
Reduces the possibility of losing the nylon bushing and
spring.
Wider thumb screw knob for better grip and easier tension adjustments.


Rotated motor position
Motor position rotated by additional 10 degrees for
easier maintenance and assembly.
New motor design
Optimized the motor design to maximize its torque in the speed range the extruder needs.
The result is ~40% increase of the extrusion force in real printing conditions.
Retraction speed up to 120mm/s
Acceleration up to 8000mm/s2


New PTFE coupling
Changed the PTFE coupling to a more compact, longer-lasting, and more stylish design.
Molded housing and latch
The extruder housing and the latch are made using molding
technology for best quality. Using glass-filled nylon PA12 (30% glass-filled) material, the housing temperatures deflection rating is up to 180°C.


Dupont Delrin planetary gearset
Dupont Delrin planetary gearset, very low noise and friction,
proper lubrication will ensure very long lifetime.
Max. temperature: 120°C
Machined PEEK sleeve
Secondary drive gear internal metal pin bearing changed to machined PEEK sleeve. Maintenance free no lubrication, no squeaky noise.

2. Gallery














3. Firmware configuration
3.1 Basic configuration
* The extruder itself, without filament, can handle accelerations up to 25000mm/s2. Adding weight of the filament it drags along is recommended to have acceleration limit set not above 8000mm/s2. To reduce clicking noise of the extruder (due to fast direction change), you may limit acceleration to 3000mm/s2
3.2 RepRap firmware configuration (duet family)
M350 E16 I1 ;micro
stepping set to 16 with interpolation
M92 E690 ;steps/mm
- you may need to finetune it
M203 E7200 ;max
speed mm/min
M566 E300 ;instantaneous speed
change mm/min
M201 E3000 ;acceleration
mm/s2
M906 E1200 I10 ;motor current 1.2A
idle current 10%
M572 D0 S0.02 ;pressure advance – to
be calibrated
M207 S1.5 F7200 Z0.2 ;firmware
retraction
3.3 Klipper firmware configuration
[extruder]
microsteps: 32
full_steps_per_rotation:
200
rotation_distance: 4.69
nozzle_diameter: x.xx #define nozzle
diameter
filament_diameter: 1.750
max_extrude_only_distance:
500
max_extrude_only_velocity:
120
pressure_advance: 0.025 #to be calibrated
pressure_advance_smooth_time:
0.03 #to be calibrated
[tmc2209 extruder] # configuration example for O2 toolboard
interpolate: false
run_current: 0.85 #**
sense_resistor: 0.11 #**
stealthchop_threshold: 0
driver_TBL: 0
driver_HEND: 6
driver_HSTRT: 7
driver_TOFF: 4
[tmc2240 extruder] # configuration for O2S toolboard
interpolate: false
run_current: 0.85 #**
rref: 12000
stealthchop_threshold: 0
driver_TBL: 0
driver_HEND: 3
driver_HSTRT: 7
driver_TOFF: 4
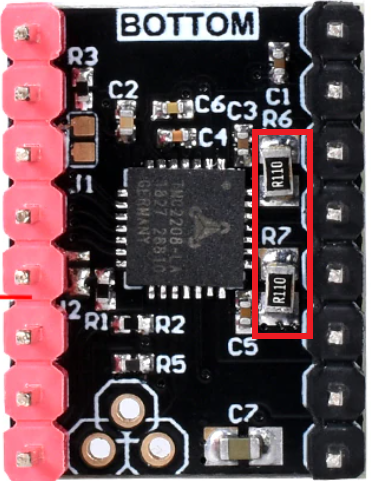
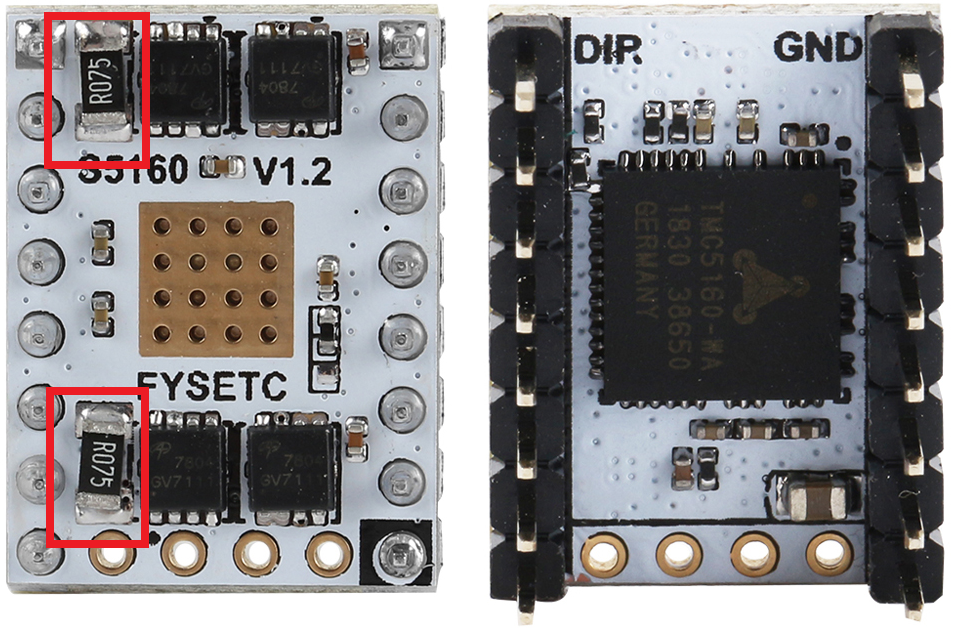
**Very important note!!! Please make sure the sense resistor is set according to what you have on board. TMC2130, TMC2208 and TMS2209 usually have 0.11Ω, TMC2660 have 0.051Ω and TMC5160 have usually 0.075Ω.
For example, if you set the sense resistor by mistake to 0.11Ω instead of 0.051Ω. the real current of the motor will be more than double, and the power injected in the motor is more than four times higher; yes, you read it correctly FOUR - AKA, 4 times higher. Setting stepper current 0.85A means a power loss of about 3.5W, doubling the current will lead to >14W - this will melt all the plastic gearset before you even notice something is wrong!
How you can identify the sense resistor? It’s pretty easy, look for two identical resistors, which are bigger than all the others onboard or around the stepper driver. See the examples in the next few pictures.
Resistor marking examples: R110 means 0.11, R075 means 0.075Ω, R051 means 0.051Ω;

Sometimes I also doubt myself if the setting I'm playing with really sets the current and not something else does. Here is what I do to make sure I’m doing it right:
Set the current to a very low level, 0.2-0.3A. When you command extrusion, you should see the extruder turn, but it skips steps very easily. This means you are tingling the right configuration, then set it to what it should be and check the motor temperature, which should not exceed 75°C at room ambient temperature. If yes, you might have misconfigured something (shunt / sense resistor) causing a higher motor current than you think you’ve set.
3.4 Marlin firmware configuration
There are two ways to configure Marlin for the Orbiter extruder.
1) Send configuration commands via user interface and save them to EEPROM.
Send the following commands via USB:
M350 E16 ;micro stepping set to 16*
M92 E690 ;steps/mm - you may need to finetune it
M201 E3000 ;acceleration mm/s2
M203 E120 ;max speed mm/s
M205 E5 ;E jerk mm/s
M906 T0 E850 ;motor RMS current in mA*
M900 T0 K0.22 L0.02 ;linear advance values to be calibrated*
M207 S1.5 F7200 Z0.2 ;firmware retraction*
M500 ;save settings to EEPROM
* Some firmware has features disabled or locked, thus returning an error response to the above commands. Just ignore the messages, the must-have settings are the motor current and the steps/mm.
2) Edit and change Marlin configuration files: Configuration.h and Configuration_adv.h recompile and reflash your
microcontroller firmware.
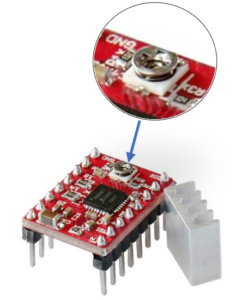
3.5 Motor current configuration using reference voltage
Adjust Vref by the trimmer resistor to voltage corresponding to 1.2A Peak. The current configuration via trimmer resistor configures the peak value of the current.
Be aware, drivers
have different shunt configuration and you have to set different voltage, please
check your driver documentation before.
Setting to high
current will overheat the stepper and potentially damage the extruder!
Vref settings for most common drivers - please double check the shunt resistor value!:
- Trinamic TMC2130, TMC2208, TMC2209, TMC2225, TMC2226 - Rshunt = 0.11Ω => Vref =1.2V
Vref = Imot*(Rsunt+20mΩ)/0.13mV
- TI DRV8825 -Rhunt = 0.1Ω => Vref = 0.6V
Vref = Imot*Rshunt*5
- ON semi LV8729V - Rshunt = 0.3Ω => Vref = 1.8V
Vref = Imot*Rshunt*5
- ST Micro ST820 - Rshunt = 0.15Ω, VDD = 5V => Vref = 0.18V
Vref = 5*Imot*Rhunt/VDD
- Allegro A4988 - Rshunt = 0.1Ω => Vref = 0.96V
Vref = 8*Imot*Rshunt
Legend:
- Vref -> reference voltage measured on the trimmer resistor
- Imot - desired peak motor current - for the Orbiter v2.0 recommended value is 1.2A
- Rsunt - shunt resistor or sense resistor value defined in Ohms.
Warning: Please check if your driver has a trimmer or not. If yes, probably firmware configurations of the motor current have no effect.
Some TMC drivers, even if they have onboard trimmer resistor, still have the motor current configured via UART or SPI. Like the TMC2208, TMC2209 or TMC2130 etc. When configured to stand-alone mode, the stepper current is configured by the trimmer resistor.
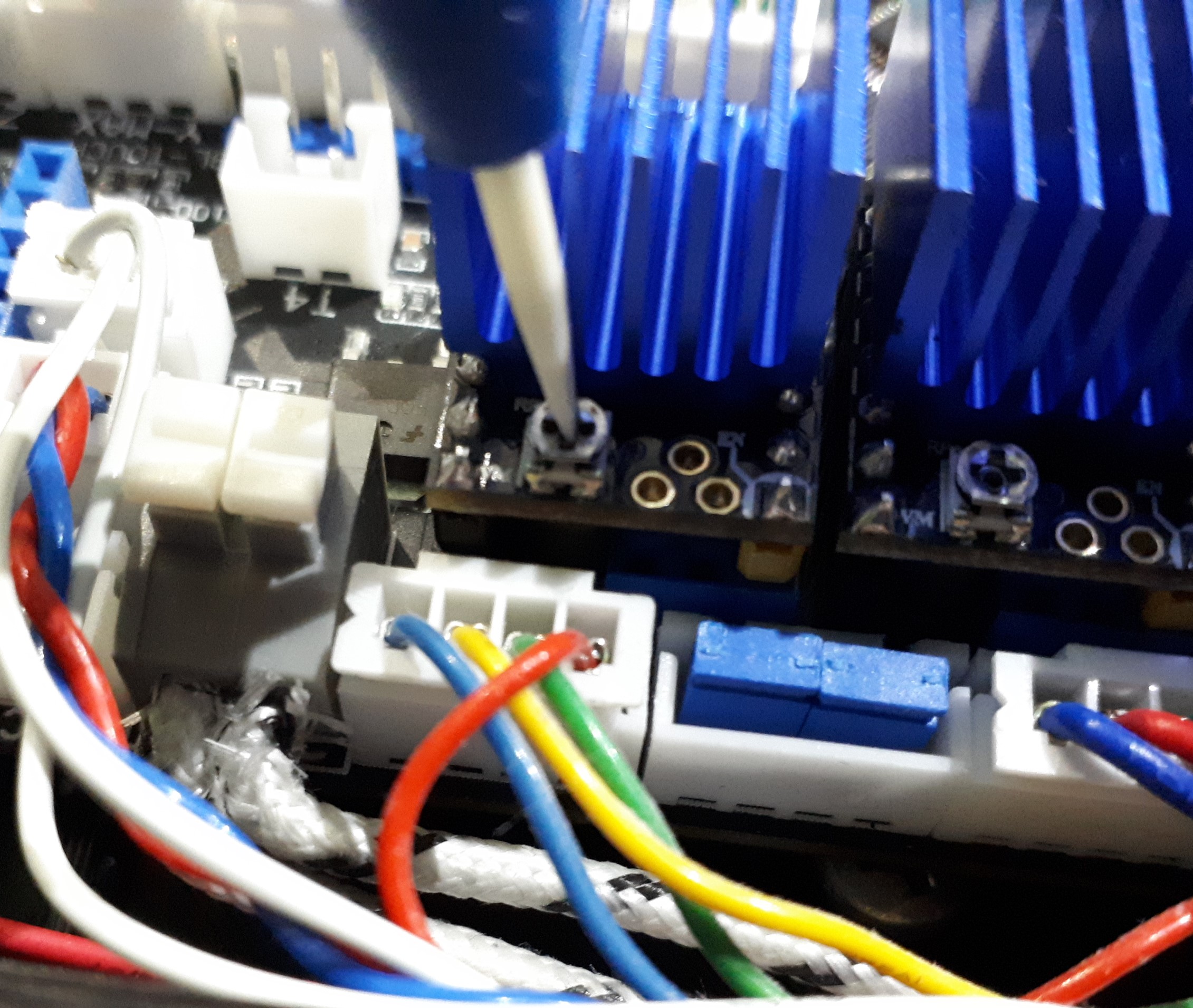
How Vref is measured and adjusted
To adjust Vref you will need a digital multimeter and a non conducting ceramic or plastic screwdriver (to prevent short circuits by mistake). If you do not have a ceramic screwdriver (get one; they are very cheap!), use
a standard one very carefully to avoid any unwanted short circuits.


First, measure the Vref voltage by placing the positive
probe over the trimmer resistor and the negative to GND. You
may take one of the GND pins of the driver or the GND (POWER - ) side of the main power supply.
If you use the main power supply GND connection, make sure the heated-bed, hotend, and chamber heaters are off and stepper drivers are disabled. This ensures that there is no significant voltage drop over your board GND plane and your Vref measurement is accurate.
Adjust Vref until you measure the desired voltage. Mind increase
of voltage in not always clockwise direction.


3.6 Motor wiring
Motor wiring for duet boards
Connecting the Orbiter v2.0 is easier that ever before,
just use the included adapter cable.

3.7 Motor current vs extruder performance and temperature
I know there is lots of discussion about stepper motor current
and temperature and what is the best combination.
First, let me repeat that stepper motors are running hot
by design. Is not uncommon to run stepper motors at temperatures over 100°C. Actually,
designs in which the stepper motor does not run hot are the bad designs /
heavily overengineered. And do not worry, nothing will happen to your stepper motor when it is running hot. You will not extend its lifetime by running it at lower
current and cooler.
The stepper used in the
Orbiter design is rated to 180°C. Of course, you should not run the steeper
that hot. The limit of the Orbiter max temperature is given by the plastic DuPont Delrin gears with temperature
deflection rating up to 120°C. The glass-filled GPA12 housing has even higher
temperature rating. A second limit is given by the fact that the motor
increases the temperature of the drive gears as well and this could soften the
filament before entering the hotend, which, of course, we do not want. This is
most critical when printing TPU and PLA (low glass temperature filaments).
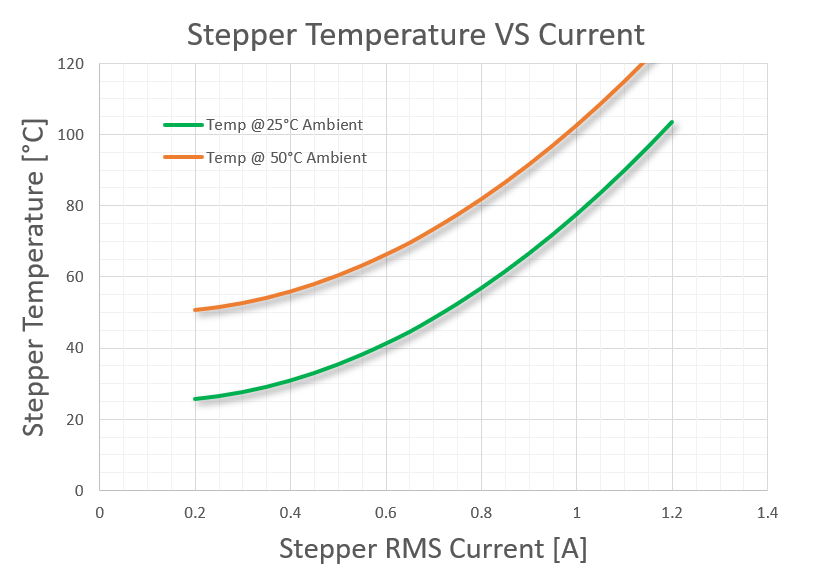
Concluding all these limits, the Orbiter stepper temperature shall not exceed 75°C, using it at room temperature.
See the attached graphs
defining the Orbiter v2.0 (for LDO36STH20-1004AHG) performance based on motor
current.


As it can be observed at 25°C
we have the best performance with stepper current set to 0.85A RMS (1.2A peak).
Increasing the ambient temperature will increase the motor temperature as well
with the same delta amount. As example, if the room temperature is 25°C and the stepper
is at 65°C, having the ambient temperature increased to 40°C will increase the
stepper temperature by 40-25=15°C reaching about 80°C.
Some might say the Orbiter has plenty of extrusion force even at lower currents. That is right, the extrusion force is directly related to stepper current, but also acceleration. Reducing stepper current will reduce extrusion force and maximum acceleration of the extruder.
In case you print in an
enclosed chamber, the stepper current needs to be reduced not to exceed 80-85°C stepper temperature.
In this case, we can allow higher temperature since we are dealing with higher temperature
filaments, softening them by the drive gears will happen at higher temperature.
You can read more about this
here in the story of How Hot is too Hot.
5. Assembly guide
Your brand-new orbiter shall
come fully assembled, however, if you need to debug or service some of its parts,
this chapter will help you with the important steps.
Step 1: Filament coupling brass ring
Press
in the filament coupling ring into the housing, as shown in the left picture:

The
top side of the ring shall be aligned with the top side of the housing; there is no need
to push it further in.

Step 2: Attach the latch lever
Align
latch pivoting hole with the housing and insert the steel saft L=16mm and d=3mm. Mind
that one end of the shaft is knurled to lock it in its final place (knurling
not shown in the picture).
Step 3: Spider-shaft assembly
Insert the MF148ZZ bearing
onto the spider shaft with the flange towards the planetary gears.
Insert the primary drive gear over the
spider shaft with the M3 screw hole aligned to the D cut section of the spider
shaft.
Insert the M3 L=3mm screw
and tighten into position – please use thread-locker to secure the screw in place
Add the MR148ZZ bearing on
top.
After full assembly, the main drive gear position needs to be adjusted for a perfect filament path.
Step 4: Insert spider-shaft assembly into the housing
Insert
the spider-shaft assembly in the housing. Push it firmly in until the front
bearing (MR148ZZ) aligns with the front of the extruder housing.

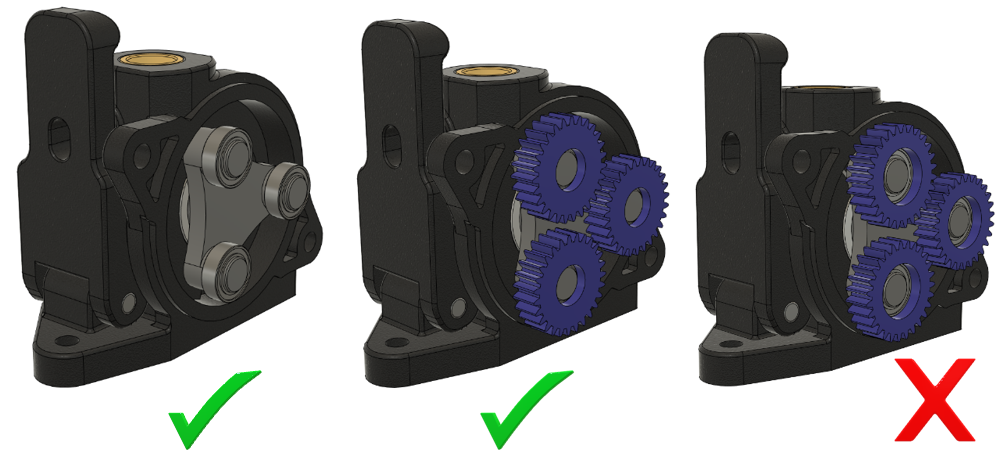
Step 5: Add the planetary gearset
Add the three MR85ZZ bearing
to the spider shaft.
Press over the bearings the
three T27 spur gears.
The components are press fitted together, press them gently in place with fingers, do not try to use hard
tools, those could potentially damage the tiny ball bearings.
Step 6: Gear-housing & Stepper
Add a drop of grease inside the gear housing and insert
it over the planetary gears carefully, making sure the gears are aligned
correctly.
Attach the LDO motor on the back and ensure the stepper T10 spur
gear is aligned properly between the planetary gears.

Open latch and secure the stepper into position using the two
M3 L15 screws.
Do not fully tighten the two screws yet; leave them a little loose!
After full assembly, you need to double-check the correct alignment of the main drive gear to the filament exit guide!

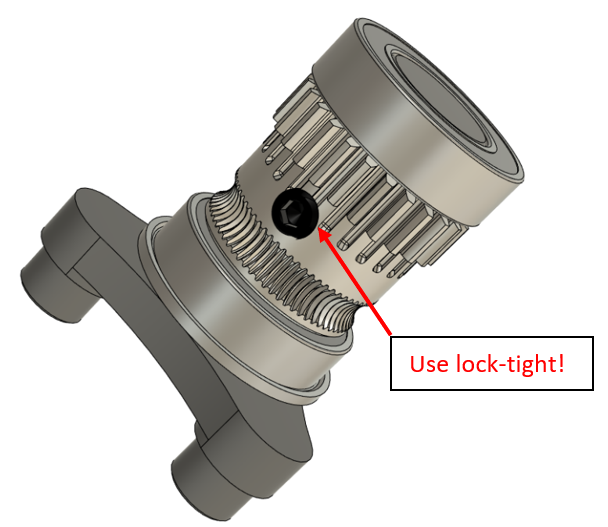
Step 7: Secondary drive gear
Insert
the PEEK sleeve bushing inside the secondary filament gear.

Align gear with the Latch and insert the secondary gear steel
shaft – lock the end of the steel shaft with thread-locker.

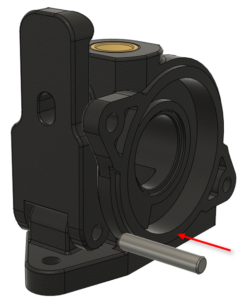
Step 8: Insert the filament exit guide & align filament path
Using a flat screw driver, screw in the filament exit guide. For locking into place, add a small drop of thread-locker. Adjust the insertion depths until the distance between the filament guide tip and the primary drive gear is about 0.2-0.3mm.
In case the main drive gear tooth is not aligned with the filament exit guide, you may adjust its position by loosening the M3 fixing screw. Align the main gear and tighten back the M3 fixing screw. Be aware that the M3 fixing is mounted using thread-locker, you may need to heat it up a little using a soldering iron.
This is a very important step, make sure
the primary gear doesn't touch the filament guide and can turn freely. Be aware
in case of a collision, the exit guide can damage the main drive gear teeth!
It is normal to have the filament guide the bottom side 0.5-1mm deep into the housing.


Be aware! – the primary filament gear cannot be extracted once
the filament guide is in place. Before removal, the filament guide shall be unscrewed to make space for the extraction.
Step 9: Insert the latch tensioner
Insert the filament
tensioner into place as shown in the picture. The adjustment knob and the retainer
screw are joined together by M2.5 thread. If the adjustment knob gets lose, add thread-locker and tighten it back into place.

Step 10: Insert PTFE coupler components
Insert the PTFE coupler components as shown in the
picture.
Note: the components are loose before a PTFE tube is
inserted and locked by the orange nylon ring.

Step 11: Test the extruder
Activate cold extrusion and set a lower current than nominal ~0.350mA RMS. Command extrusion while the two M3 screws are lose. Check that the gear-housing has no wobbly movement or noise during a full rotation. If yes, this means the planetary gears are not aligned properly, either the planet gears itself or the T10 spur gear of the stepper is not aligned in the middle. Do not force the gears insertions. Try to rotate them and gently push them in place. If everything is fine; you can tighten the two M3 screws.
Check if there are no mechanical collisions – the extruder
shall not make abnormal noise during operation, should have smooth operation
and constant low noise.
Grinding noise can have 2 root causes:
Gear-housing wrongly aligned or bent
inwards and rubs against the planet gears;
Filament guide collides with the filament
pushing gears – adjust the depth of the filament exit guide.
If everything is fine, you may increase the motor current to
its nominal value and proceed with steps/mm calibration. A good starting point is 690steps/mm. When calibrating the steps/mm use 30-40cm extrusion instead
of 10cm, you will get more accurate calibration results.
During normal operation, the stepper shall run hot, about 65-75 °C, it’s a normal operating range. Typically, its about 70°C at room temperature of 25°C. If not, double check the motor current configuration, maybe the motor current is not the one you think you have set.
Filament path alignment guide
6. Downloads
By accessing the following link, you can explore the Orbiter v2.0 design in
3D with full details.
7. Prints Gallery
8. Adapters & mounts
Collection of mounts, adapters for Orbiter v2.0 extruder
designed by our 3D community members. A big thanks to all of them, we all appreciate
your work!
The list will grow as new adapters are designed, in case I missed some, please contact me via our Facebook support group.
To link your project, I have a few minimum requirements:
· The solution shall be proven and verified.
· Provide a nice rendered picture or a nice picture of the setup you are proud of.
· Link to where the design is stored.
BLV MGN Cube with EVA2
Great hotend assembly designed for BLV MGN Cube with the popular EVA2.
All credits goes to Tudor Sandu and Pawel Kucmus!
Files and more details you can find here:

")
BLV MGN Cube with Metal kit
Great hotend assembly designed for BLV MGN Cube with metal kit.
All credits goes to Stefan Wollmuth!
Files and more details you can find here:


BLV MGN12 adapter
Adapter for connecting the Orbiter V2.0 extruder to a V6 / Mosquito / Dragon hotend in a BLV printer with an E3D V6 holder. Two versions available: with M10 / 0.9 and M10 / 1 metric ISO thread.
All credits goes to Buszmen61!

EVA 2.4.0 - RatRig
Slightly adapted design of Pawel Kucmus EVA 2.4.0 to fit Orbiter v2.0. I only changed the top_orbiter_mgn file.
In the meantime Pawel also updated his design EVA 2.4.2 with Orbiter v2.0 support:
Online 3D viewer:

EVA 3.0 - RatRig
Awesome design by Pawel Kucmus EVA 3.0
Design is compatible with all RatRig designed 3D printers.

Fast-Swap Rigid EVA mod for Orbiter v1.5 & v2.0
EVA designed with rigid mount for Orbiter v2.0
Compatible with Dragon and Rapido Hotends.
Each part is compatible with the standard EVA carriage system.
All credits goes to Liam Venter!
Files and more details you can find here:


Prusa MK3(S+) and Zaribo
Adapter designed for Prusa MK3(S+) and Zaribo printer series.
All credit goes to Murathan Araz / Zaribo!
Design files, assembly instructions you can find here:

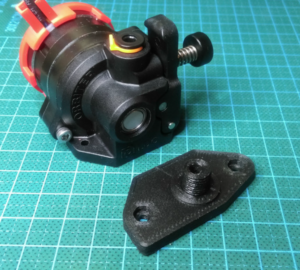
Prusa Bear Extruder Mount for Mosquito Hotend
Adapter designed for Prusa Bear printers. Orbiter V2.0 & Mosquito hotend.
All credit goes to zcubed!

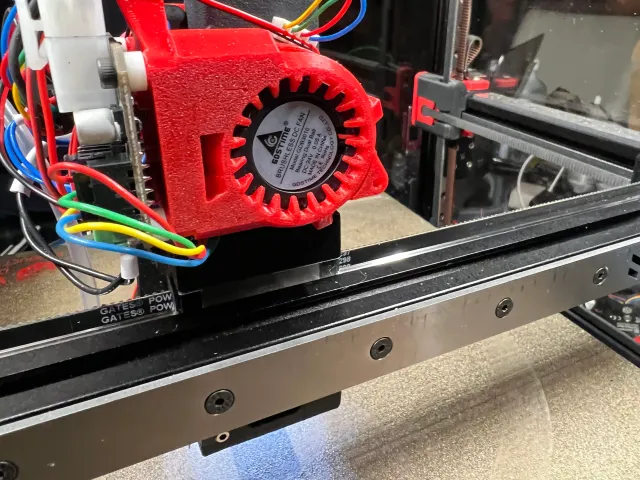
Hero me Gen6 for Creality printer family
A very popular and well-designed modular approach from Andrew
Soderberg Hero Me Gen6. Designed for Creality printers family, CR10 xx, Ender 3, Ender 5, Ender 6.

HUVUD mount, EBB | SHT42 HUVUD
A great design by Richard Pro!

Mars Orbiter - Ender3/pro/v2/CR10
Compatible with Ender 3, Ender 3 pro, Ender 3 v2, CR10
All credit goes to squirrelf3d!


Saturn Orbiter - Ender3/pro/v2/CR10
Compatible with Ender 3, Ender 3 pro, Ender 3 v2, CR10, Ender3Max, Printer mod MDD v1.3 for Ender3v2
All credit goes to squirrelf!
Creality Ender 3 v2
A simple adapter for Creality Ender v2 printers for those who wish to keep their original hotend assembly. Two versions with and without BLT.
Link to online 3D viewer with downloadable content:

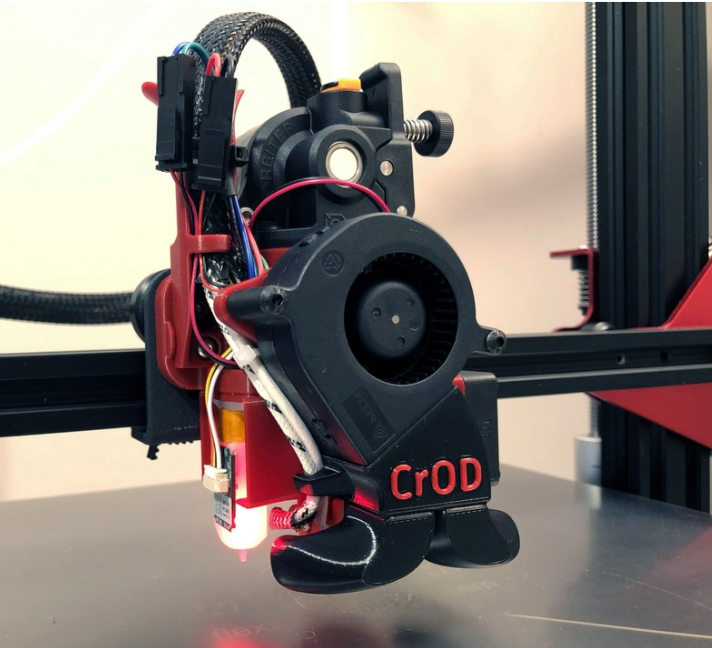
CrOD - Creality Orbiting Dragon for CR10spro
An adapter design for Creality CR10s Pro printers.
All credits goes to ReXT3D!
Creality CR10 and CR10s
A simple adapter for Creality CR10 and CR10s printers for those who wish to keep their original hotend assembly. Two versions with and without BLT.
Link to online 3D viewer with downloadable content:

Creality CR 200b
Adapter designed for
Creality CR 200B printers.
All credit goes to Jade L. Orcajada.


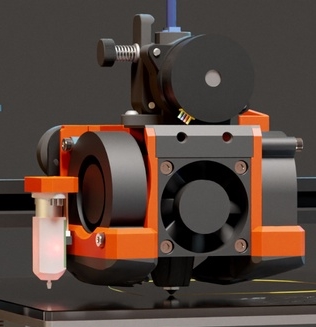
Mach Cube v2.0 print-head
Printhead design of my MachCube v2.0 core XY printer.
Link to online 3D viewer with downloadable content:

Two Trees Core XY Sapphire Pro, Sapphire Plus and Woodpecker
Adapter designs for Two Trees Core XY printer families.
All credit goes to Andres Palomo!


Two Trees SP-3 and SP-5 Core XY
Adapter designs for Two Trees Core XY printer SP-3 and SP5.
All credits goes to Lorenzo Cascone

Two Trees Sapphire pro Core XY
Adapter design for Two Trees Sapphire Pro Core XY printer.
Online 3D viewer with downloadable content:

Geeetech
Adapter design for Geeetech 3D printer.
Online 3D viewer with downloadable content:

FLSUN QQ-S
Adapter design for FLSUN QQ-S delta 3D printer.
Online 3D viewer with downloadable content:

Anycubic Predator Delta printer
The EffectorMinator v2.0
Adapter design for Predator delta 3D printer.
All credit goes to Ton den Braber!


Anycubic Kossel delta
Adapter design for Anycubic Kossel delta 3D printer and
other variants with same effector.
Online 3D viewer with downloadable content:

The Gravitron, Anycubic i3 Mega Orbiter 2.0 adapter
Adapter design for Anycubic i3 Mega printer using the original X carriage system.
All credit goes to Rémy Nyarlathotep R'lyeh

SeeMeCNC Rostock Max delta with Duet Smart Effector
Adapter designed for SeeMeCNC
Rodtock Max delta printers equipped with Duet Effector.
All credit goes to Dave Liss.


Voron v0
Adapter design for Voron V0
All credit goes to KurioHonno!

Voron Stealthburner
Adapter design for Voron Stealthburner
All credit goes to Aleksandar Pocuc!

